What is the optimum mould temperature to produce the best
bullets possible? After testing temps of
alloys and how it affected bullet diameter, folks wanted even more test results, this time
focusing on the mould itself. Here it is!
The first challenge and what prevented me from doing this
before is the problem of accurately measuring mould temperature. The answer is the NOE Digital Casting
Thermometer. It attaches to the mould by
inserting the probe into the mould, once drilled using the supplied drill
bit. There are instructions on where to
place it on NOE moulds. It’s easy enough
to determine positioning on other brand moulds too.
This is the unit and its components:

Here’s how it looks inserted into the mould:

Positioning the unit properly while casting keeps the
wire out of the way and made it very easy to use. It worked well with my casting process which is:
- I cast with the pot to the left (this is to give you an idea how it worked)
- Let the sprue firm up and “suck” itself in
- Flip the mould and with a whacker drop the sprue into a container one step to the right
- Sprue side down and with the mould held close to a drop cloth, drop the bullets
With this process, moving from left to right, the digital
unit works well position just to the right of the drop cloth, at drop cloth level. It keeps the wire out of the way and makes
for a quick temperature check after dropping the bullets. Very nice!
Note, this an important point: the test results must be adapted to be effective during a casting session. I've also notice a variaton between different thermometers, so your best temps should verified and adjusted if needed.
Also, all testing and results is with 98% lead and 2% solder. This alloy likes things a bit hotter than harder alloys, such as wheel weights.
When preheating the mould (hot plate or dipping into the alloy) the cavity temperature is a bit cooler than the mould block itself. The temps in the charts during the test are mould block temps, the cavity is a little cooler. I decided to be consistent and report what the actual mould temps are during testing. I will explain how to adapt for a casting session in just a minute
Note, this an important point: the test results must be adapted to be effective during a casting session. I've also notice a variaton between different thermometers, so your best temps should verified and adjusted if needed.
Also, all testing and results is with 98% lead and 2% solder. This alloy likes things a bit hotter than harder alloys, such as wheel weights.
When preheating the mould (hot plate or dipping into the alloy) the cavity temperature is a bit cooler than the mould block itself. The temps in the charts during the test are mould block temps, the cavity is a little cooler. I decided to be consistent and report what the actual mould temps are during testing. I will explain how to adapt for a casting session in just a minute
.
First, the test process for my test mould (358-429
aluminum 5 cavity from NOE);
Preheat the mould to the desired test temperate by heating it on a hotplate. As the temps increased it had to be dipped it into the alloy for the hotter tests.
Preheat the mould to the desired test temperate by heating it on a hotplate. As the temps increased it had to be dipped it into the alloy for the hotter tests.
The results are in following three separate charts:
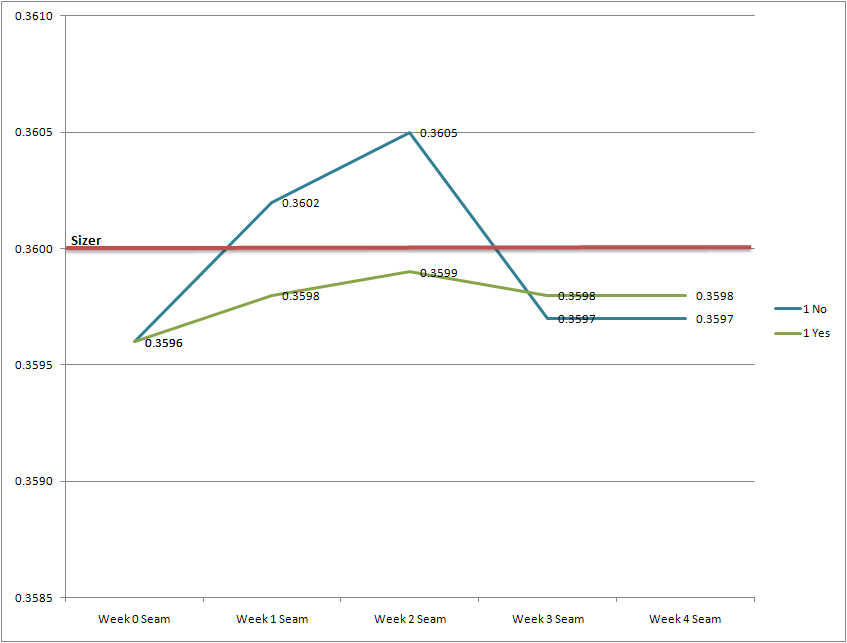
- Bullet diameter measured on the casting seam
- Bullet diameter measured 90 degrees across the seam (cross)
- The difference between the two diameters or the amount the bullet is out of round
The diameters measured on the seam (big is best):

The diameters measured across the seam (big is best):

The amount “out of round” (small is best):

The best bullets, the biggest and most round, result from a mould preheated to 440 degrees. Hotter than that and the roundness and overall size falls off quickly.
The window for the absolute best result is very narrow. That can be a challenge. Maintaining the optimum temp by feel and experience is good, but not the best solution. I now use the Digital Casting Thermometer all the time, because it works well. It's all about great results.
Now, how does this work in a real casting session. It turns out that while casting, the heat is now coming from the cavity instead of outside the cavity. The cavity and mould temp are now much closer to each other.
With that in mind, keep the mould between 410 and 420
to produce absolutely terrific bullets. They
are very round, as good as the best test results, full sized too. Some early signs of frosting may show, without
impacting bullet quality at all.
The actual in-cavity temperature is 420 degrees as well. Verify it with a kitchen flat bottom thermometer to get started, if that's what you have on hand. The Digital Casting Thermometer makes getting started and then maintaining the optimum temperature a breeze.
Added: Lyman steel moulds work well preheated to 380 degrees, using the kitchen thermometer insterted into a cavity.
The actual in-cavity temperature is 420 degrees as well. Verify it with a kitchen flat bottom thermometer to get started, if that's what you have on hand. The Digital Casting Thermometer makes getting started and then maintaining the optimum temperature a breeze.
Added: Lyman steel moulds work well preheated to 380 degrees, using the kitchen thermometer insterted into a cavity.
Heating the mould hotter than 420 degrees produces frosted
bullets and the results are not as round and are not fully sized.
I found it was hard to keep the mould up to 420 degrees, luckily it didn’t need to be hotter. At 520 degrees the squared grooves in the bullet design make it a bit tricky to get them to drop, but a couple of taps shakes them loose.
The best solution proved to be; preheat to 420-430, using the Digital Casting Thermometer from NOE, and then
pace the casting so the mould temp maintains 410-420 degrees. The bullets and mould are into their “sticky”
area at these temps, backing down a bit to 400-415 may help and won’t hurt the
results.
Adjusting my process based on these test results, and using the thermometer has improved my casting and the bullets I produce. Pacing the casting process to maintain the perfect temperature works best. Using a wet cloth to cool the mould was rarely needed, but with the thermometer all guessing and estimating is removed. Speed up to get more heat and touch the mould to the damp cloth when it gets over heated.
Now I know the perfect temperature for a 358-429 aluminum mould. I will also test others to verify their best casting tempurature, or to know their “temperature sweet spot”. In any case, knowing the perfect mould temp produces better quality bullets, because they are fully sized and more consistent than ever.
This translates to improved accuracy at the range.